 來(lái)源:濟(jì)南泉西重型鍛造機(jī)械有限公司 網(wǎng)址:www.qxzxdz.cn
發(fā)布日期 2018-11-19 瀏覽: 0
來(lái)源:濟(jì)南泉西重型鍛造機(jī)械有限公司 網(wǎng)址:www.qxzxdz.cn
發(fā)布日期 2018-11-19 瀏覽: 0
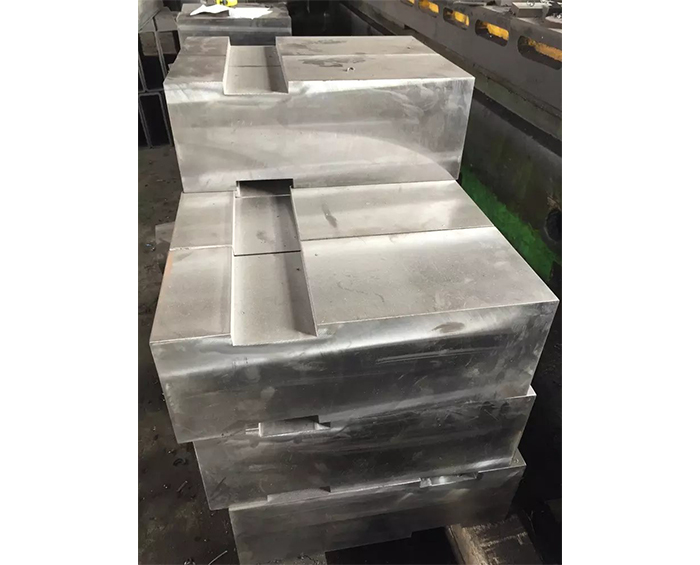
鍛件的形狀和尺寸應(yīng)符合鍛件圖的規(guī)定。鍛件圖上規(guī)定的機(jī)械加工余量,、公差及余塊,,按 GB/T15826.1-1995錘上鋼質(zhì)自由鍛件機(jī)械加工余量與公差一般要求》、GB/T12362-1990《鋼質(zhì)模鍛件公差及機(jī)械加工余量》標(biāo)準(zhǔn)規(guī)定定,。
鍛件表面若有裂紋,、折疊、鍛傷,、夾層,、結(jié)疤、夾渣等缺陷,,按下列規(guī)定執(zhí)行,。
需要機(jī)械加工的鍛件表面,經(jīng)過(guò)檢查確認(rèn)缺陷深度,,能保障留有機(jī)械加工余量50%以上時(shí),,允許不清除,但需經(jīng)用戶同意,。

不再進(jìn)行機(jī)械加工的鍛件表面,,整修處的大深度不得比較過(guò)該處尺寸的下偏差,,且整修處須平滑。
齒輪鍛件加工廠家提醒:鍛件的表面缺陷深度比較過(guò)機(jī)械加工余量時(shí),,若需補(bǔ)焊須取得用戶同意,。在清除缺陷以后按適當(dāng)?shù)难a(bǔ)焊規(guī)程進(jìn)行補(bǔ)焊,補(bǔ)焊的質(zhì)量要符合用戶對(duì)鍛件的要求,。
鍛件表面是否要清理以及清理方法,,由用戶與制造單位在訂貨時(shí)協(xié)定。
制造單位應(yīng)保障鍛件沒(méi)有白點(diǎn),。當(dāng)在一個(gè)鍛件上發(fā)現(xiàn)白點(diǎn)時(shí),,則與該鍛件同一爐鋼并同一爐熱處理的整批鍛件,均應(yīng)逐個(gè)進(jìn)行白點(diǎn)檢查,。
鍛件可直接用鋼錠制造,,但鋼錠應(yīng)選擇鎮(zhèn)靜鋼,須標(biāo)明爐號(hào),,并附有檢驗(yàn)合格證明書(shū),。鍛件可以用軋鋼或鋼錠鍛造成的鋼坯制成,這些鋼材須具有合格證書(shū),。
對(duì)無(wú)合格證書(shū)的鋼錠,、鋼坯和鋼材,須按有關(guān)的材料標(biāo)準(zhǔn)進(jìn)行復(fù)檢,,定合格以后才能使用,。制造單位須按用戶圖樣規(guī)定的鋼號(hào)生產(chǎn)鍛件。如需代用,,須征得用戶同意并出具書(shū)面文件,。
![]()
名片")
濟(jì)南泉西重型鍛造機(jī)械有限公司@版權(quán)所有 魯ICP備13005818號(hào)
手機(jī):13969139333 (張經(jīng)理)???手機(jī):13156159292(馬經(jīng)理)
電話:0531-87508898????
地址:濟(jì)南市槐蔭區(qū)宋莊工業(yè)園
技術(shù)支持:企力網(wǎng) ????網(wǎng)站地圖 /XML地圖
?????
本站部分素材搜集來(lái)源網(wǎng)絡(luò),如內(nèi)容有侵權(quán),請(qǐng)聯(lián)系我司立即刪除!本站內(nèi)容按照相關(guān)法律法規(guī)進(jìn)行編寫(xiě);如有不當(dāng)請(qǐng)聯(lián)系我司立即刪除,!




